Before the process begins, an experienced mold maker creates the mold or tool used to make the part. The mold includes two halves (core and cavity) and contains all the geometry and features that make up the part specifications.
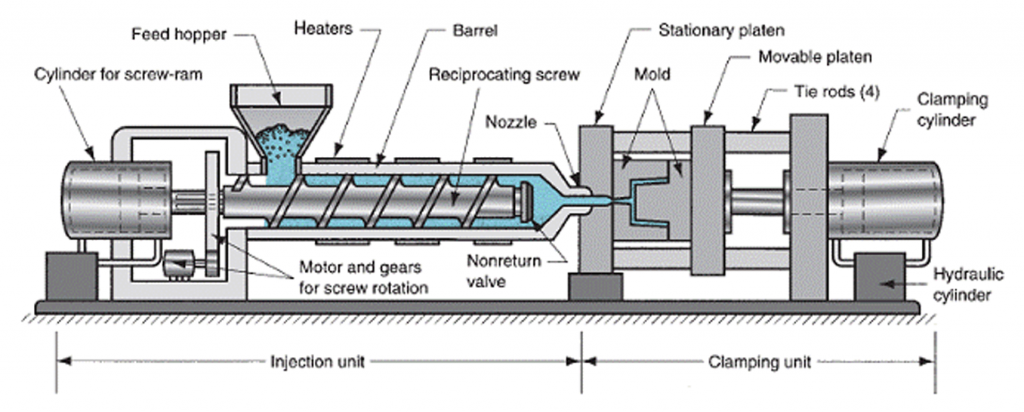
Once created, the mold is loaded into a plastic injection molding machine where the process is performed. A hopper holds thermoplastic pellets, which are fed into the barrel of the machine. Friction between the rotating screw and barrel melts the pellets. Hydraulic or electric toggles close the mold halves and press them together with hundreds of tons of pressure. The rotating screw then advances a preset distance injecting a prescribed volume of the molten plastic into the mold cavity under high pressure (many thousands of PSI). Once the material enters the mold, it begins to cool and solidify to conform to the shape of the mold. After the material cools sufficiently, the mold is opened automatically and the part is ejected from the core by a number of ejector pins.
The plastic injection molding process cycle in 9 steps:
- Material enters the barrel
- Material melts and mixes
- Volume of material (Shot sizes in barrel is created)
- Mold closes
- Injection of the plastic into the mold cavity
- Molten material cooled (during this process, steps 1-3 are preparing for next cycle)
- Mold opens
- Part ejects
- Return to Step 4 for the next cycle
How to calculate an injection molding cycle:
Cycle = Mo+Mc+I+C
Mc = Time to close the mold (this is the time it takes to actually close the tool)
I = Time to inject material into the mold
C = Cooling Time (Time to solidify molten material)
To = Time to open a mold and eject the part (these can overlap and together make up total open time)
The production rate of injection molding is the Cycle Time multiplied by the number of mold cavities in the tool. Typically for prototype and low volume production, a tool will have only a single cavity and little to no automation. Full production molds for extremely high volume applications like caps and closures may have dozens of cavities and full automation with extremely short cycle times and very high productivities. These factors make injection molding extremely cost effective once the initial tooling has been completed and process has been stabilized.
Start Your QuoteDesign Characteristics of Plastic Parts for the Injection Molding Process
Custom components for the molding process should be designed and engineered by an experienced industrial designer or engineer. Producing a dimensionally accurate and stable part requires many factors to be considered. Failure to follow the design guidelines for injection molding can end up with undesirable results.
Factors to consider include:
There are many design guidelines for plastic parts, these are just to name a few. See (Design Guidelines) for more information.
Xcentric Offers In-house Injection Mold-Making
Some injection molding companies offer an in-house, mold making service. Due to the lack of in-house capabilities, there are many stand alone mold making companies throughout the U.S. and world that offer only this service. If the injection molding company of your choice does not offer an in-house mold making service, then an outside tool-making company will have to be used. Although outsourcing the tooling is more common than not, it usually drives up the price, lead time and prolongs serviceability because of multiple sourcing and added management.
Once tooling is sourced, an experienced mold maker will carefully select aluminum, steel or both to construct the best performance for the injection mold as possible. There are many factors to consider when engineering a mold. These factors include cooling (temperature control), cost, high or low volume life cycle and geometric complexity. Following the design guidelines for plastic injection molding will help keep costs down.
Machining:

Injection molding service companies use two main methods to manufacture molds: standard Computer Numerically Controlled (CNC) milling and Electrical Discharge Machining (EDM). CNC machining has become the predominant means of making more complex molds with more accurate mold details in less time than traditional methods.
The electrical discharge machining (EDM), also known as spark erosion process, has become widely used in mold making. Most injection molding companies have EDM service in–house, as it is essential to the mold build process of complex molds. EDM allows the formation of injection molded shapes which are difficult to machine, such as square corners or ribs.
Cost:
Custom injection molds can be very expensive to manufacture. One of the key factors that drive up the mold cost is the tool material selection. Typically molds constructed out of steel would cost more than double than that of aluminum due to a much slower machining process. High volume projects typically require steel because of its wear resistance. With advancements made in alloy blends, higher grade aluminum such as QC-7 and QC-10 aircraft aluminum has closed the gap on the durability ratio between steel and aluminum. These molds can produce hundreds of thousands of parts in a life cycle with no wear.
Aluminum tools offer quick turnaround times and faster cycles because of better heat dissipation for cooling. This can result in cost savings on the production parts as well because most of the shot cycle consists of cooling time. The aluminum tool can also be coated for better wear resistance.
The cost of plastic injection molds depend upon a very large set of factors ranging from the number of cavities, size of the parts, complexity, life of the project, surface finishes and many others. The initial tooling cost can be high, however the piece part cost is low, as with greater quantities the overall price decreases. With the expanding global market, many injection molding service companies have found ways through technology and processes and quality systems such as ISO-9000, to drastically reduce the cost of tooling and parts.
Related
Mold Cost Guidelines…Learn More
Plastic Injection Molding Machine:
There are two types of injection molding machines: electric and hydraulic. Previously, hydraulic machines were predominately used in the industry. Today electric presses are fast becoming the molding machine of choice. The reason for this is because electric presses use far less energy and are nearly 100% repeatable. While the cost of an all electric machine is typically 30% higher than a hydraulic presses, higher demand is closing the gap on cost. It is estimated that in the future, hydraulic machines will be a thing of the past, as more injection molding companies are making the switch to stay competitive.
Injection Molding machines are rated by tonnage, ranging from less than 5 tons to 6000 tons. The tonnage is the reference of clamping force that the machine can exert to keep the core and cavity of the mold closed during the molding process. The clamp force required is determined by the projected area of the part being molded.
Applications:
Plastic injection molding is the preferred process for manufacturing mass produced custom plastic parts for all industries. Some of these components include:
- Electronic Housings
- Computer Components
- Containers
- Bottle Caps
- Automotive Interiors
- Lenses
- Brackets
- Fasteners
- Top and Bottom Covers
- Toys
- Many More…..
Some advantages of injection molded parts are:
- High Tolerances
- Repeatability
- Large Material Selection
- Low Cost Production Piece Price
- High Production Rates
Some disadvantages of plastic injection molding include:
- Expensive Tooling Investment
- Inflexibility once the tool has been produced
- Warp
- Surface Defects (such as blemishes and sink marks)
- Thermal Expansion Issues (primarily on materials with high shrink rates)
Polymers:
Most polymers can be used for injection molding, including all thermoplastics, some thermosets and some elastomers. There are thousands of different plastic materials available to choose from. Because of the wide range of applications, when choosing a polymer it is best to consult a plastics engineer. It is also advised to talk direct to the manufacture of the polymer. Some of the characteristics that can be of interest are:
- Density
- Shrinkage
- Tensile Modulus / Stress / Strain
- Flexural Modulus
- Impact Strength
- Heat Deflection Temperature
- Flammability
- Resistivity
- Water Absorption
- Color / Clarity (clear materials)
- Medical Grade / Food Grade
- Fillers for Reinforcement (such as fiberglass or mineral)
Related
Turn your 3D CAD Model into a Production Part…Learn More
Different types of Processes for Injection Molds:
Although most injection molding processes are covered by the conventional process description above, there are several important injection molding service variations including:
- In-mold Decoration and In-Mold Lamination
- Insert Molding
- Low-Pressure Molding
- Micro Molding
- Multi-Component (Overmolding)
- Family Molds
- Thin-Wall Molding
- Rubber Injection Molding
- Liquid Silicone Rubber